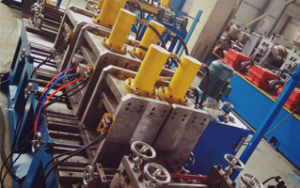
1、货架冷弯机组的整线运行速度和生产率要求都很高,如在线交流伺服的最高转速达到60M/min,整线运行速度达到20M/min,该系统必须具备高定位精度和高运动速度的特性,由于交流伺服系统必须有良好的运动控制特性,普通的变频调速无法达到要求,因此采用了伺服控制器加交流伺服电机的方案。在比较了多家产品后,选择了YASKAWA公司伺服系统SDGB-03ADG、伺服电机SGMG-3DA、OMRON公司位置检测脉冲编码器完成,并由SIMATIC S7-300PLC带DP接口的检测脉冲编码器测量并反馈伺服送料控制位,从而有效地构成闭环控制系统,极大地提高了系统的电气控制精度、设备间的动作协调和连锁保护并节省了大量的电缆和安装调试检查时间。
2、货架冷弯生产线在正常生产前,需要在手动工作模式下进行穿引带调试工作,通过操作手柄、控制面板上的动作按钮操作调试设备,并检查和人为设置报警故障模式,如料尾无料停机保护、伺服送料不到位故障、各单项顺序动作的实现和快速反应程度等;确认上述调试过程无误后将机组工作模式转化为自动工作模式下进行整线联机调试,通过冷弯制件的尺寸精度检查和分析,排除冷弯模具、工装设备制造调试精度等的影响,确认设备的操作性、维修方便性、定尺控制精度等,其中的调试关键和难点在:伺服定长送料装置的运行稳定性和精度保持性、定长剪切断装置的控制精度和运行方式的选择。由于交流伺服系统存在参数时变、负载扰动以及伺服电机自身和被控对象的严重非线性、强耦合性等不确定因素,必须在线修订模糊控制的数学模型和控制敏感参数,相应的PID控制参数,以实现系统无超调和振荡现象。我们在工作现场就发生过伺服控制系统工作丢步、工作不协调、伺服不明飞车等偶然故障,并通过更换相应电缆和排除干扰源的方法来解决;如:货架冷弯机组在线预冲孔装置的伺服系统带负载运行时存在系统与负载动态匹配的问题,货架冷弯机组在设计时会考虑使用多板厚同规格的系列产品、或通过不同的冷弯工艺在一条生产线上生产不同规格尺寸的货架产品,故交流位置伺服系统的负载的大小和性质会发生多种变化,甚至相同规格卷料的更换也会造成负载的不稳定与变化,这种变化将使系统的性能特别是动态性能变坏,使运动出现振荡、超调甚至于不能稳定运行,必须在调试现场得到系统所带负载的动态性能指标和伺服系统在线带负载时的动态性能指标,在调试过程中对系统进行动态性能分析与测定,并凭经验由人工进行现场在线调试工作,调试现场也需要配合相当的人力进行相关数据的收集整理、数据分析处理等,也易造成相当高的调试废料,在调试过程中还存在相当的未知影响因素等;这都要求工程技术人员有较强的专业知识和丰富的现场经验来处理。

上一条: 冷弯成型设备中矫直机构的作用
下一条: 光伏支架成型设备维护保养常识
相关新闻
- 配电箱生产设备如何安装
- 汽车车厢板设备可以定做么 定做注意事项有哪些
- 怎样区分冷弯成型设备与压床
- 光伏支架成型设备的种类和使用特点有哪些那?
- 浅析汽车车厢板设备的用途以及应用前景
- 在安装汽车车厢板时有哪些事项需要注意?
- 汽车车厢板设备维护保养以及基本注意事项
- 车厢板设备采用轧辊的设计方式有什么特点以及优势
- 车厢板设备应急的三种方法
- 车厢板设备由哪些构造组成,其特点有哪些
- 冷弯成型设备中矫直机构的作用
- 电箱成型设备简要介绍
- 消防箱成型设备的特点及消防箱基本配置
- 高强度汽车防撞梁的作用
- 汽车车厢板设备应用优势有哪些?
- 楼承板成型机/楼承板冷弯设备
- 冷轧机板材操纵、疑难问题及四辊可逆性轧机张拉比信息及特性优点
- 集成吊顶的那些优势
- 车厢板设备使用方法
- 集成墙面发展趋势